Для изготовления опалубки для силиконовых форм можно использовать различные материалы, такие как дерево, пластик или картон. Необходимо сконструировать форму с нужными размерами и вырезать отверстия для заливки силикона. После изготовления опалубки, можно начинать заливку силиконовой массы.
Важно учесть, что опалубка должна быть прочной, чтобы предотвратить деформацию формы во время заливки. Также рекомендуется использовать разделитель или специальную смазку на основе силикона, чтобы легче извлечь готовую форму из опалубки. После заливки нужно дать силикону полностью высохнуть, перед тем как извлекать из опалубки.
- Определяем размеры формы: перед тем как делать опалубку, необходимо измерить все её стороны и учесть толщину будущих стенок.
- Выбор материала для опалубки: для силиконовых форм подойдет дерево, ПВХ пластик или металлические профили.
- Нарезка опалубочных досок или профилей: нарежьте материал на нужные размеры, учитывая высоту и ширину формы, а также добавляя запас на высоту.
- Сборка опалубки: соедините доски или профили между собой, используя гвозди, шурупы или клеевые составы.
- Укрепление опалубки: при большой высоте формы необходимо укрепить опалубку дополнительными стойками или скобами.
- Обработка опалубки: перед заливкой силиконом обработайте опалубку разделочным маслом или воском для лучшего отлива формы.
- Заливка силиконом: после высыхания обработанной опалубки можно начинать заливку силиконом внутрь формы и выдерживать его в соответствии с инструкцией по применению.
- Разбор опалубки: после полного застывания силикона аккуратно разберите опалубку, извлеките готовую форму и при необходимости подправьте края.
Как сделать силиконовую форму своими руками?
Искусство работы с эпоксидной смолой дает возможность воплотить в жизнь практически любую идею. Ограничивает вас лишь ваше воображение и разнообразие форм, доступных на рынке. Однако опытные мастера не останавливаются перед этими ограничениями, ведь создание форм — дело достаточно простое.
Вы можете с легкостью создать собственную уникальную форму, используя силикон для заливки. Наши магазины предлагают широкий выбор специализированных составов, включая силикон для заливки форм. Заказ оформить можно на нашем сайте.
Процесс создания формы
Для изготовления любой формы необходимо иметь мастер-модель, на основе которой будет создаваться конечный продукт. Мастер-модель представляет собой первоначальный образец, изготовленный вручную или с использованием станка, который послужит прототипом для отливки копий при помощи различных технологий. В нашем случае требовалось создать силиконовую форму для совы.
Мастер-модель совы была выполнена в 2D варианте, что гораздо проще, чем создание объемной модели. Как и в случае с любым заливочным процессом, для заливки силикона потребовалось создание опалубки. Мы тщательно закрепили мастер-модель на дне опалубки и установили бортики, чтобы предотвратить вытекание силиконового материала за пределы заданной области.
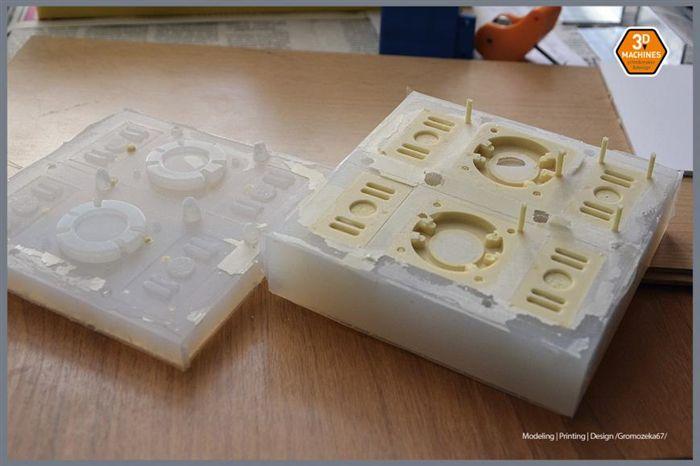
После того, как опалубка собрана, следующим шагом будет смешивание силиконового состава с отвердителем. Важно придерживаться указанных пропорций, чтобы избежать получения некачественного молда, который может негативно отразиться на качестве ваших будущих изделий. После смешивания состава следует начать заливку в уже построенную опалубку.
Не забудьте добавить достаточное количество силиконового состава, чтобы покрыть всю область мастер-модели с запасом. После застывания силикона можно будет снять опалубку и извлечь застывшую форму. Мы повторили этот процесс дважды, чтобы получить две одинаковые формы, которые затем были объединены. Это создало свободное пространство внутри молда, оставив прорезь для заливки сверху. Теперь вы готовы к масштабированию производства изделий из этой формы.
Необходимо следить за состоянием силиконового молда, поскольку силикон — это не самый износостойкий материал. После множества заливок в одну и ту же форму, она рано или поздно придет в негодность. Лучше заметить изменения в состоянии формы заранее, чтобы не обнаружить некачественное изделие на выходе, потратив драгоценный материал на заливку.
Также, при дегазации с помощью горелки следует избегать попадания открытого пламени на силиконовый молд, поскольку это также негативно влияет на его состояние и ускоряет износ. Если у вас возникли вопросы — обязательно обратитесь к нашим специалистам на сайте или в социальных сетях.
Как сделать силиконовую форму своими руками. Пошаговая инструкция

Сегодня наша компания Кремен снова рада приветствовать Вас! Мы рады сообщить о появлении в нашем ассортименте нового продукта — жидкого силикона для форм. Теперь у нас есть силикон на основе олова и на основе платины. Эти материалы обладают уникальными физическими свойствами, отлично копируют текстуру изделия и имеют большое количество циклов формования. Просто чудо, а не материал!
С момента начала продаж мы получили огромное количество вопросов о том, как правильно изготавливать форму из силикона. Поэтому мы решили посвятить эту статью этой теме. Существует множество способов изготовления формы, в зависимости от рельефа, вида и текстуры Вашего изделия.
В данной статье мы рассмотрим простой способ изготовления формы — литье в опалубку. Мы расскажем, какие материалы нам понадобятся, и описываем технологический процесс работы с каждым из наших силиконов (оловянным и платиновым). Этот материал предназначен для тех, кто только начинает знакомиться с литьем подобных материалов. Приступим!
Для создания опалубки для силиконовых форм необходимо учесть несколько важных моментов. Во-первых, выбор материала опалубки. Лучше всего использовать ПВХ пластик, так как он легкий, гибкий и прочный материал, который легко обрабатывается. Также стоит обратить внимание на плотность материала — чем плотнее опалубка, тем лучше будет держать форму.
Для изготовления опалубки необходимо сначала изучить форму, которую нужно облить. На основе этой формы делается шаблон из ПВХ пластика. Шаблон должен быть четким, без дефектов и соответствовать размерам и форме будущего изделия.
Далее необходимо вырезать детали опалубки из пластика и собрать их вокруг формы. Важно убедиться, что опалубка плотно прилегает к форме и не допускает вытекания силикона. Для надежности можно использовать скрепки или клей.
После того, как опалубка готова, можно приступать к заливке силиконом. Важно правильно подготовить силикон и равномерно заливать его в форму. После заливки необходимо дать силикону полностью высохнуть и остыть.
Инструкция: Как сделать форму из силикона своими руками
Первый шаг: подготовка и обработка опалубки для размещения в ней мастер модели.
Прежде всего, что представляет собой опалубка в лите? Опалубка, как правило, является герметичным контейнером с открытой гранью, который используется в процессе литья.
А что такое мастер модель? Мастер модель — это сам предмет, который планируется воспроизвести в будущем. Это модель, с которой будет снята форма и которую мы собираемся заливать силиконом.
Опалубкой может быть что угодно, но она должна соответствовать определенным требованиям:
- Не забудьте разместить мастер-модель в опалубке. Убедитесь, что между мастер-моделью и боковыми стенками опалубки есть не менее 0,5 см. Желательно, чтобы это было расстояние больше. Помните, что эти стенки будут формировать нашу будущую форму. То же самое относится к высоте опалубки — она должна быть на 1,5 см выше, чем мастер-модель. Это расстояние будет являться дном нашей будущей формы.
- Не забудьте обеспечить герметичность опалубки. Углы и швы не должны иметь зазоров и щелей. На первый взгляд может показаться, что силикон при заливке будет оставаться на месте. Однако, он проникает в абсолютно все отверстия и находит путь даже через самые маленькие щели.
Если рассматривать вышеизложенное, то что же можем использовать в качестве опалубки, если привести живой пример? Недавно мы снимали форму со старинной монетки, размеры которой были всего 2 см в диаметре и около 0,3 см в высоту. Для нее мы использовали небольшой пластиковый стаканчик, у которого мы отрезали верхнюю часть.
Например, как-то мы использовали квадратный ланчбокс в качестве опалубки для мыла. Но чаще всего нам приходилось делать опалубку своими руками из дсп-досок. Если вы делаете опалубку из досок — не забудьте про пункт 2 в этом шаге. Также нам известно, что некоторые мастера делают опалубку для литья из детского конструктора.
После подготовки опалубки мы помещаем в нее мастер-модель. Поскольку силикон является вязким материалом, при заливке он легко может сдвинуть мастер-модель с места, и форма будет испорчена. Поэтому нам необходимо не просто поместить мастер-модель на дно опалубки в нужное место, но и приклеить ее к этому месту.
После того как наша простая конструкция «Опалубка + Мастер-Модель» готова, ее можно обработать разделительным составом. Это делается для того, чтобы будущая форма легко и без проблем вышла из опалубки, не залипнув нигде. Конечно, силиконы Kremen Mold обладают отличными антиадгезионными свойствами, однако если вы хотите быть в безопасности, то следует сделать это на данном этапе.
Второй шаг. Подготовка силикона к заливке. Смешивание.
Давайте разобьем этот этап на две части. В одной мы расскажем, как смешивать Kremen Mold на олове, в другой — как смешивать Kremen Mold Platinum на платине.
Kremen Mold – это силикон на оловянной основе.
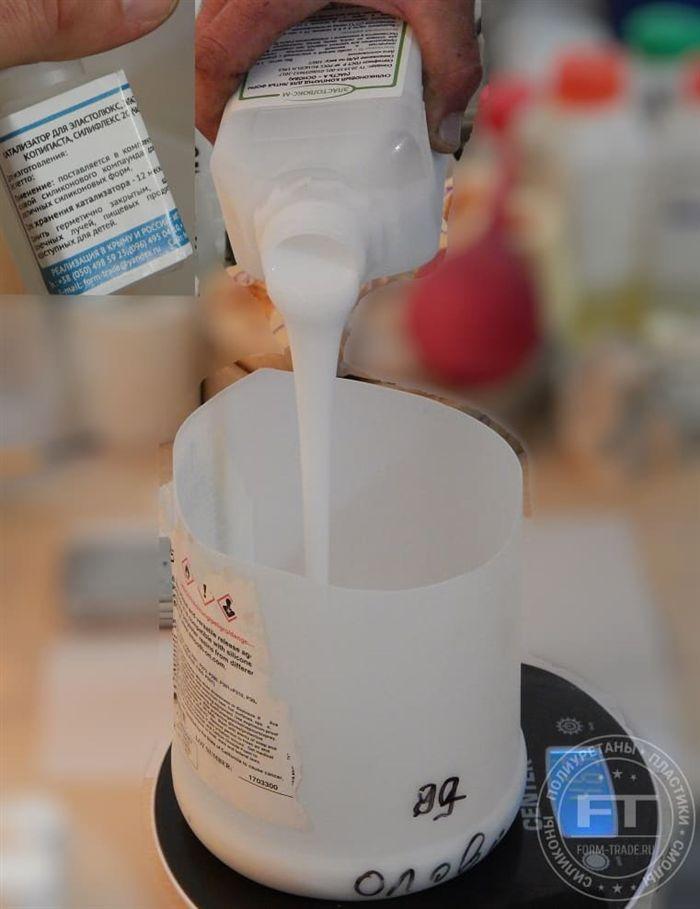
Kremen Mold поставляется в форме: банка с силиконом + банка с отвердителем. Этот материал уже готов к использованию. Для начала вам нужно взять необходимое количество силикона в отдельной банке и взвесить его. Затем возьмите другую банку и налейте туда необходимое количество отвердителя. Для силикона Kremen Mold это 2% от массы взятого силикона.
Если у вас есть возможность, добавьте небольшую каплю специализированного красителя в банку с отвердителем (например, ПалИж на нашем сайте). Капля красителя обеспечит контраст и поможет вам увидеть степень смешивания материала.
Когда вы уже выбрали и взвесили компоненты, вылейте их и смешайте в отдельной емкости. Мешать материал нужно от 3 до 5 минут. Также обратите внимание на цветную однородность, если вы добавляли пигмент в отвердитель. Смешивание следует проводить на низких оборотах с помощью ручных инструментов или дрели с специальным насадком.
Kremen Mold Platinum — это силикон на платиновой основе.
Кремен Молд Платинум поставляется в комплекте из двух одинаковых контейнеров с компонентами силикона. Он отверждается после смешивания компонентов в пропорции 1 к 1. То есть вам нужно будет отмерить нужное количество компонента А на весах и взять то же количество компонента Б, после чего перемешать их в отдельной емкости.
Если нужно, то заранее можно внести в один из элементов немного красителя, чтобы визуально оценить степень смешивания. Смешивать элементы нужно в течение 3-5 минут. Рекомендуется использовать низкую скорость вручную или специальное насадки на дрели.

Третий этап. Не является обязательным, но настоятельно рекомендуется. Процедура отвода газов.
Здесь ничего сложного — силикон рекомендуется дегазировать в специальной вакуумной камере. Для этого потребуется приобрести такое оборудование. Хотя оно не дешевое, но если вы планируете заниматься литьем композитных материалов регулярно, то это оборудование вам просто необходимо. Процесс дегазации силикона прост: достаточно удалить основные излишки, подняв силикон в камере 3-4 раза. После этого можно переходить к заливке.
Четвертый этап. Заливка.
Когда все предшествующие задачи выполнены, можно приступать к заливке силикона в опалубку. Литье должно происходить постепенно, медленно, тонкой струей в основном в одну точку — в самое глубокое место мастер-модели. Это необходимо для того, чтобы силикон равномерно распределился, заполнил все пространство опалубки, вытеснил воздух и обволакивал стенки и рельеф. После заливки дайте форме примерно сутки, чтобы силикон полностью застыл.

В пятом этапе процесса происходит отверждение и расформовка формы.
После прошествия определенного времени можно приступать к расформовке — извлечению формы из опалубки. Вы готовы! Теперь у вас есть форма, которую можно использовать для отливки изделий, полностью повторяющих нашу мастер-модель!
Как сделать форму из силикона?

Для создания силиконовой формы для фигурки «Царевны-лягушки» высотой до 10 см вам понадобятся следующие материалы: силиконовый компаунд, оловянный или платиновый катализатор (который поставляется в комплекте с основой), разделительная смазка Пента-126 или Вс-М, опалубка, стеклянная или деревянная палочка, виниловые или полиэтиленовые перчатки, кусочки пластилина или двухсторонний скотч, емкость для смешивания компонентов, весы.
Теперь рассмотрим процесс создания формы для фигурки.
Шаг 1: Подготовительные работы.
Очистите исходную фигурку от всех загрязнений и пыли.
Тщательно нанесите разделительную смазку Пента-126 или Вс-М на поверхность фигурки согласно инструкции, указанной на этикетке баллона.
Для создания опалубки можно использовать различные доступные емкости: пластиковые стаканчики, обрезанные бутылки, пищевые контейнеры, скрученные листы пластика, деревянные бруски. Форма опалубки зависит от ваших предпочтений и может быть круглой, овальной, квадратной и другой.
Для экономии силиконового компаунда правильно выбирайте размер опалубочной емкости. Если вы льете небольшие фигуры размером до 20 см, толщина готовой силиконовой формы должна быть примерно 1 см. При заливке более крупных моделей, толщина стенок увеличивается пропорционально.
Для предотвращения поднятия прототипа фигуры при заливке силиконовым компаундом, его нужно закрепить на дне опалубки пластилином или двусторонним скотчем.

Подготовка и засыпка ингредиентов.
Если у вас нет достаточного опыта работы с силиконовыми компаундами, не смешивайте сразу всю доступную вам порцию. Существует риск того, что вы не успеете использовать весь компаунд, и он затвердеет прямо в ведре.
Сначала отмерьте 200-300 грамм основы в пустую емкость и добавьте катализатор. Норма катализатора индивидуальна для каждой марки силиконового компаунда. Точную информацию можно узнать на сайте, заглянув в карточку нужной марки компаунда.

Аккуратно перемешиваем ингредиенты до однородного состояния в течение 4-7 минут. В случае высокой температуры воздуха (более 25-30°С) следует сократить время перемешивания. При смешивании старайтесь избежать образования пузырьков воздуха. Не ждите, пока смесь начнет загущаться, так как она будет труднее заливать в форму. В случае отсутствия вакуумной камеры для удаления пузырьков, особенно если требуется высокая детализация без дефектов, рекомендуется предварительно покрыть фигурку тонким слоем компаунда, удалить пузырьки воздуха, например, зубочисткой, дать слою слегка застыть и продолжить процесс.
Затем заливаем нашу форму «Царевну-лягушку» до полного покрытия силиконовым компаундом плюс слоем толщиной 1 см над самой высокой точкой фигурки.

Если в процессе нам не хватает компаунда, ничего страшного. Просто смешиваем новую порцию и продолжаем заливать. Смежные слои силикона прекрасно сцепятся друг с другом, если на них нет пыли и разделительной смазки.
Оставляем для полимеризации на время, указанное производителем (от 6 до 24 часов). Эту информацию можно найти на сайте в описании нужной марки силиконового компаунда.
По истечении рекомендуемого времени извлекаем фигурку из готовой силиконовой формы.
Если она трудно отделяется, делаем аккуратные надрезы в форме острым строительным ножом.
Вынимаем фигурку, и наша форма готова.
Чтобы разрезанная силиконовая форма не разъедалась при заливке мыла, бетона, пластика и т.д., обматываем ее плотно резинкой.
Удачи в вашем творчестве!
Опалубка для силиконовых форм

Изготовление литых изделий — увлекательное творческое занятие. Для создания мыла, сувениров, гипсовой лепнины используют формы — это материалы, которые помогают точно воспроизвести прототип. Стандартные формы можно приобрести в магазине, но для создания уникальных изделий их можно изготовить самостоятельно. Создание опалубки для силиконовых форм — это один из предварительных этапов процесса. Что такое эта конструкция, из чего она делается и что нужно для работы?
Изготовление опалубки для силиконовой формы
Главная задача каркаса заключается в том, чтобы зафиксировать модель-образец в правильном положении. Для этого стенки должны быть достаточно жесткими, чтобы сохранять свою конфигурацию после наполнения жидким силиконом.
Опалубку можно изготовить из любого материала с гладкой поверхностью, от которой не составит труда отделить застывший слиток. Подойдут куски ламинированной ДСП или фанеры, отрезанные части ПЭТ-бутылок, пластиковые стаканы, пищевые контейнеры, кубики от Лего, а также плотный картон с глянцевым покрытием.
Конструкция может иметь как прямоугольную, так и цилиндрическую форму. Особое внимание нужно уделить плотности соединения частей. Чтобы избежать утечки силикона, все щели между стенками следует заделать герметиком или можно использовать скульптурный пластилин.
Размеры каркаса зависят от габаритов мастер-модели.
Для небольших фигурок (высотой до 200 мм) рекомендуемый зазор между опалубкой и прототипом составляет около 10 мм. Для более высоких изделий эта величина увеличивается пропорционально. Силиконовая форма с такой толщиной стенок не деформируется в процессе использования и служит долго.
Подготовка двухкомпонентного силикона к заливке
Для изготовления формы необходимо поддерживать температуру силиконовой основы и катализатора в пределах 20 — 24°C. После транспортировки в холодных условиях материал следует выдержать в теплом помещении не менее суток. Перед применением основу тщательно перемешиваем прямо в заводской упаковке, чтобы избежать разделения компаунда в процессе хранения. Это удобно делать при помощи плосколопастной мешалки, которую можно использовать с шуруповертом. После смешивания дайте материалу постоять, чтобы выйти пузырьки воздуха, этого достаточно будет 10 — 20 минут.

Дозировка компонентов жидкой силиконовой резины для форм
Для начала наливаем нужное количество основы (часть А) в чистую и сухую тару из нейтральных материалов (полиэтилен, стекло). После этого добавляем катализатор в пропорции 1,6%. Соотношение зависит от условий, температуры и желаемой скорости полимеризации, но мы обычно используем минимально возможное соотношение, с последующей полимеризацией в термошкафу при температуре 30 — 33°C.
Это важно для того, чтобы иметь достаточно времени для манипуляций с еще жидкой смесью. Рекомендуется использовать весы и работать по массовому соотношению, чтобы избежать ошибок при использовании продуктов с разной плотностью. Объемное соотношение может иметь большую погрешность, особенно в случае малых измеряемых количеств.
ОПАЛУБКА ДЛЯ ЛИТЬЯ – ПРОСТОЙ КОНСТРУКТОР
Если вам нравится то, что пишет автор, подпишитесь на его обновления и получайте уведомления о новых публикациях.
В любой момент вы можете отписаться от уведомлений в профиле автора.
Статья относится к принтерам:
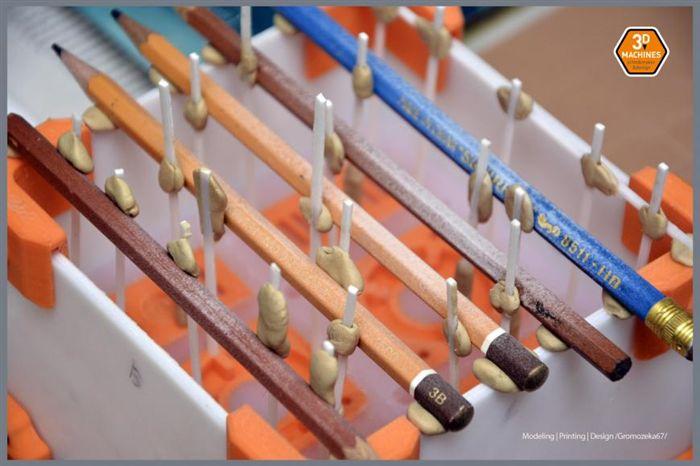
Часто в повседневности трудов рукодельников возникает необходимость отлить что-то из силикона. Бывает, что это кусок мыла в виде ракушки с русалочкой, миниатюрная пушка для старинного корабля или заглушка для светодиодного плафона. В подобных случаях обычно используют силиконовые формы. Но помимо самой формы необходима ещё и опалубка.
И у меня постоянно возникают проблемы с опалубкой. Обычно люди делают её из ДСП, распиливая и собирая при помощи шурупов, либо временно фиксируют обрезки оргстекла в форме куба или других форм. И у них всё отлично получается, судя по видео на YouTube. А у меня, к сожалению, постоянно не хватает под рукой нужного материала.
Дальше за ними ехать — невыгодное занятие. К тому же нужно аккуратно распилить, аккуратно нанести клей и правильно закрутить шурупы
Ты думаешь, думаешь, а потом просто забиваешь на эту литьё. Придумываешь, как обойтись без него и решить нужную задачу
Хотелось бы мне иметь «безразмерную» опалубку, или хотя бы «быстросборную» — мечталось мне.
У меня возникла проблема с размером заминочки. Есть несколько вариантов, но я решил не раскрывать их, пока не проверю. Зато у меня получилось что-то с опалубкой-конструктором, и я расскажу об этом.
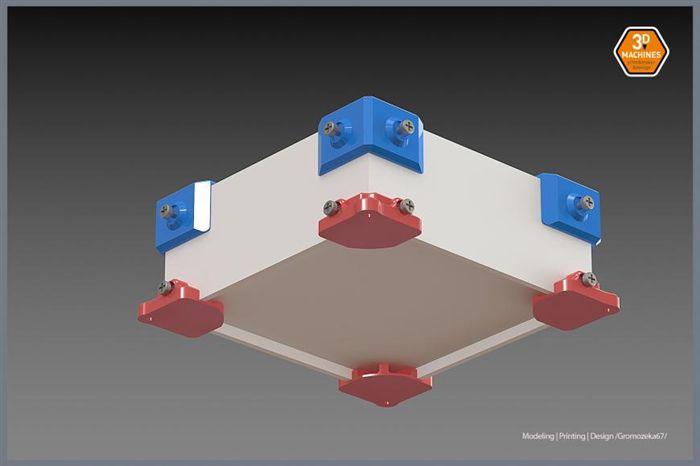
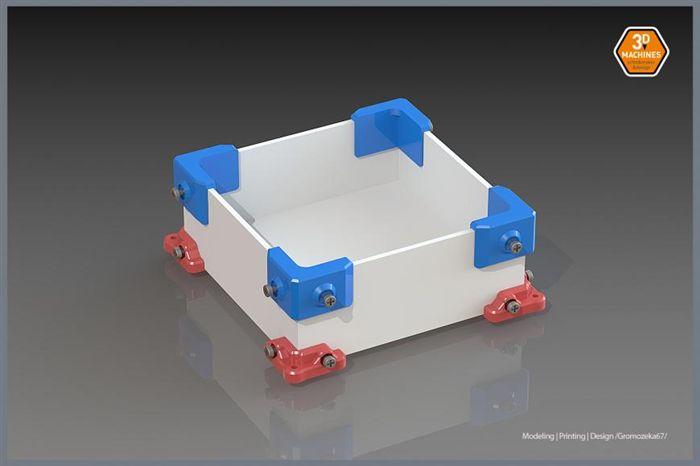
Хотя особых подробностей нет, все детали видно на фотографии. В комплекте есть четыре угловых кронштейна для крепления боковых панелей толщиной от 2 до 4 мм. Днище просто укладывается вниз и удерживается боковыми ложементами. Главное здесь — аккуратно провести резку, чтобы избежать больших зазоров.

Вырезал, выточил, соединил, запечатал мастикой, обработал разделителем и можно начинать заливку. Размеры боковин и дна все еще требуется делать индивидуально под нужды проекта. Однако я уже отказался от использования винтов с клеем.
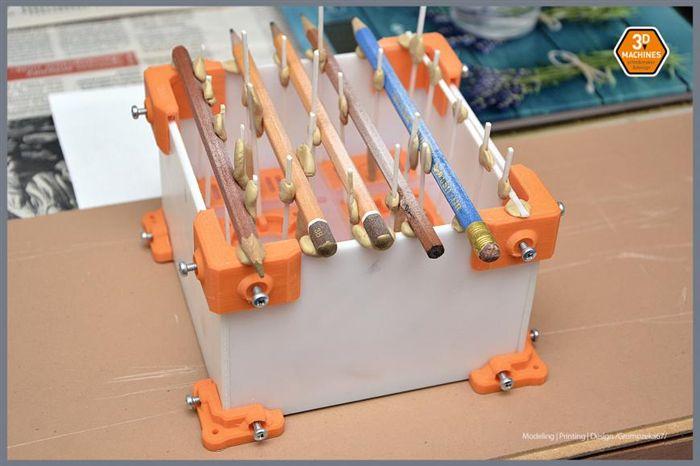
Проблема с работой вакуумного шкафа так и не была решена, и качество литья оставляет желать лучшего — результаты получаются не очень удачными. Чтобы улучшить ситуацию, необходимо купить дозатор, миксер, термокамеру для термообработки и другое оборудование.
Возможно, когда-нибудь и до этого руки дойдут, а пока готов поделиться модельками для опалубки. Кому надо берите тут. Можно модернизировать, предлагать свои решения. Интересно будет комментарии почитать.
P.S. ВНИМАНИЕ! Не рекомендуется сильно затягивать фиксационные винты. Есть опасность разрушения кронштейна!
Всем удачи добра и творческих успехов!